- Home
- Service and Technology
- Installation & Support
| Workpieces type | Output voltage | Painting distance |
| large size, new | 80-100kv | 15-20cm |
| Corner, sides | 40-60kv | 10-15cm |
| repaint | 20-30kv | 15-20cm |
Q. Is the powder coming out, but not sticking to the product?
A. Check the high voltage, gun cable connections, or control board to ensure they are all correctly grounded.
Q. Is powder coming from the powder gun not even? Is it sometimes too much, and others, too little?
A. The reason may be that the air pressure is not stable, or the nozzle, insert sleeve or powder tube inside of the gun is broken.
Q. Are you having problems coating complex shapes in the desired quality level?
A. The voltage may be too high, or the nozzle type and size may be incorrect, leading to an overall poor machine performance.
Q. Is the texture powder coating leaving the bottom metal surface exposed?
A. Spray the coating on thicker, or slowly raise the baking temperature. By raising the temperature, the texture will become finer, thus reducing the exposed bottom.
Q. How are the filters cleaned, or do they need to be replaced when they become filled?
A. The filters do not need to be replaced. Use the machine’s pulse function to clean the filters. The powder will then fall to the tank bottom for recovery.


Our filter unit it is quick-release, and changes can be made quickly.

After being used for several months, users should replace the filter unit. The specific unit and its details vary based on the customer’s coating job.
How does the powder center work?


The fluidizing device is immersed directly into the powder container, and a homogenous powder/air mixture is created due to the fluidization and vibration of the container. The powder injectors then convey the powder to the spray guns in the powder coating system. The decrease in the powder level in the container is measured by a level probe, which also triggers a decrease in the suction system, then supplies the system with fresh powder when necessary. An alarm is triggered automatically in the event of a powder shortage, and the yellow warning light will illuminate. If the container is not filled with fresh powder, the warning light will turn red.
Why should I spend more money and choose an indirect heating curing oven?
An indirect oven has a high thermal efficiency and a long service life. (The service life is about 8-10 years, versus a direct oven with a 1 to 2 year service life.) The indirect heating curing oven also cleans the air inside the furnace. Each one of our curing ovens is an indirect heating powder oven.
How do I choose a powder coating oven heating source for my requirements?
For a small sized oven, we suggest the electric oven due to its simplicity, cleanliness and convenience for powder coating start up. For large sizes, we usually recommend LPG or gas heating to save on daily costs.
What power supply do you suggest for the oven?
A 3 phase 110v or 220v single phase, or 380c, 415v, or 460v are all acceptable choices.
| Distance from the lowest point of the automatic spray door to the ground ( Unit: mm): Distance from the highest point of the automatic spray door to the ground ( Unit: mm): The center distance of the automatic spray gun door ( Unit: mm): The width of the automatic spray gun door ( Unit: mm): Distance from the highest point of the hanger to the ground ( Unit: mm): Distance from the lowest point of the hanger to the ground ( Unit: mm): The internal width of the spray booth ( Unit: mm): The internal height of the isolation room ( Unit: mm): How many guns does the reciprocator carry? (Unit: pieces): The location of the guns (Selecting from the following illustration) A. single row horizontal place * B. single row vertical place * C. double row horizontal place * D. double row matrix vertical place * E. other location, please describe |
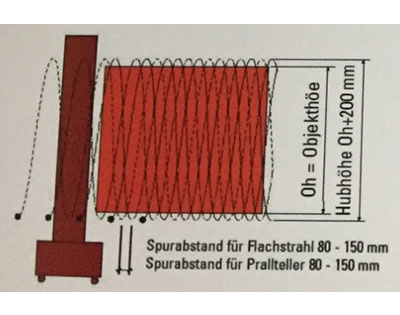
The relationship between the speed of the reciprocator, speed of the conveyor, and the number of the spray guns that match are shown in the figure below. The spray gun’s spray range is very limited, and when the gun quantity is not enough, the product’s surface coating will have a zebra stripe crossing effect. The elevator speed matches the speed ratio of the hanging chain also leads to the zebra stripe crossing effect. In addition, the reciprocator running at a low speed (0.2-0.3 m/s) can improve the powder spraying ratio, and the corner powder spraying effect. To achieve this at the desired quality level, the reciprocator’s up and down running speed should not be too fast.
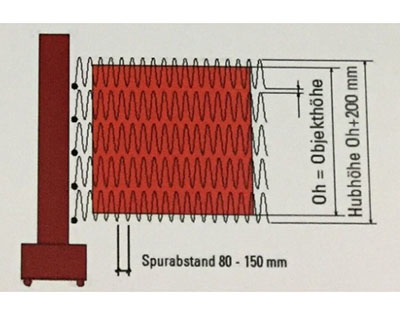
Left is a diagram of the horizontal location of 5 pray guns.
Right is a diagram of the vertical locations of 5 spray guns.
| 1. Name and material of part (users can offer a drawing or pictures): | |
| 2. Maximum dimension and output of parts: | L __ W __ H __ __ pcs/day 8hours or how many hours |
| L __ W __ H __ __ pcs/day 8hours or how many hours | |
| 3. Maximum weight of part | single point __kg,double point:__ kg, hanging method:___ |
| 4.Thickness of coating film | surface __ micron |
| 5.coating method: | □painting □powder coating |
| 6. How many powder colors have to change? | |
| 7. Spraying type: | □manual operation □automatic operation with reciprocator |
| 8.Pre-treatment method: | □sand blasting □spraying □ immersion (□degrease □derusting □phosphating) |
| 9.Heating method | □ electric □fuel □natural gas □ LPG |
| 10.Cooling method | □natural cooling □ force air-cooled |
| 11.workshop space: | L_×W_×H_ (unit: M) please supply a factory sketch and mark down the loading and unloading locations |
| 12.Expected installation time: |
According to samples or drawings, we can produce different spare parts for the powder coating equipment.



